 Fraunhofer Institute for Ceramic Technologies and Systems IKTS
Fraunhofer Institute for Ceramic Technologies and Systems IKTS
Cost-effective production of silicon nitride components with injection molding
Current research

Sintered silicon nitride turbine wheel.
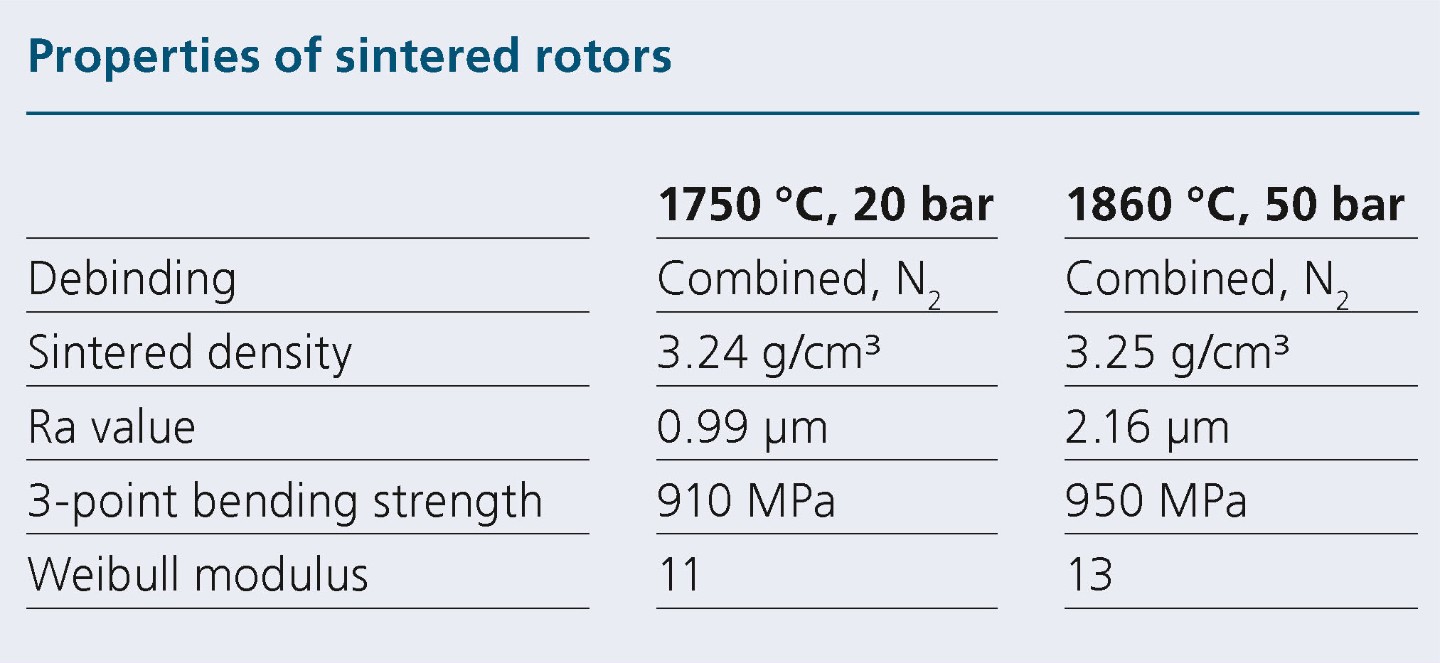
Properties of sintered rotors.
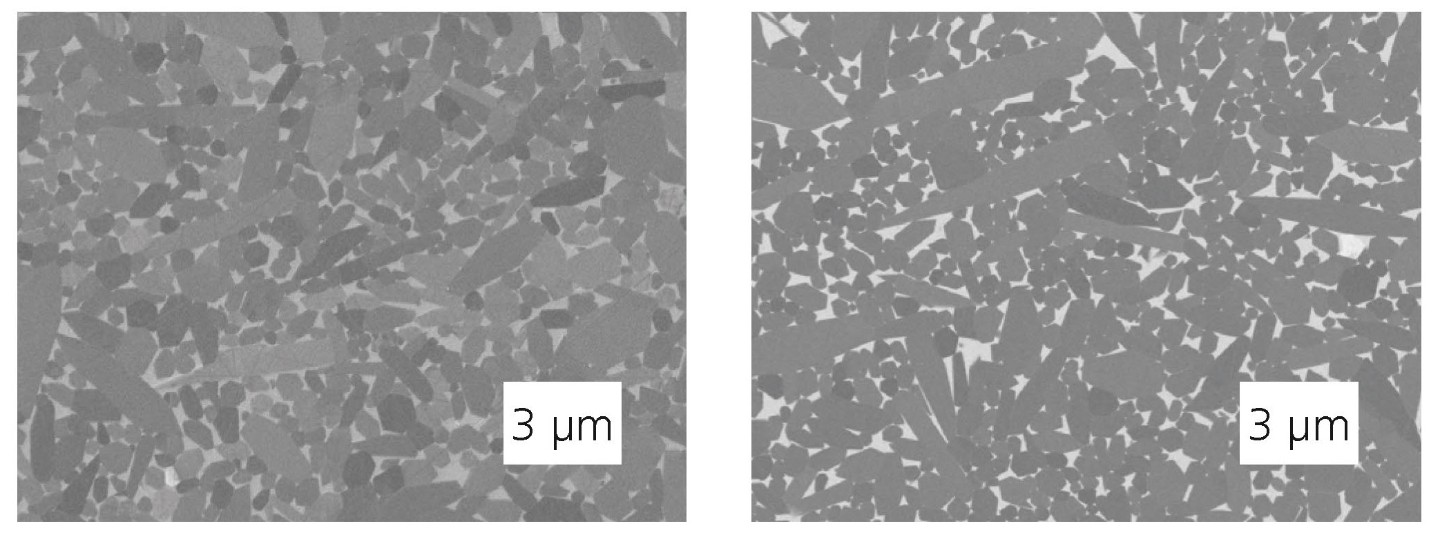
Microstructure of sintered turbine wheels at 1750 °C, 20 bar (left), 1860 °C, 50 bar (right).
The process chain for manufacturing ceramic components involves numerous individual steps, each of which has a considerable influence on the performance of the products and incurs specific production costs. Developing an economical production route requires the identification of potential cost drivers and a certain willingness to compromise on achievable target values. Using the example of a turbine wheel (Figure 1), this article presents some ideas for more efficient, economical process steps for complex, large-volume silicon nitride components.
Even as early as during the selection and preparation of raw materials, it is possible to impact specific costs. When preparing raw materials in the form of mixed milling for comminution and mixing using sinter additives and subsequent binder-free granulation, ball milling processes with subsequent aqueous spray granulation are used. Optimizing raw material selection and milling conditions (batch size, milling balls, filling) can help reduce costs considerably through shorter milling processes and savings in energy consumed as well as operating resources.
Feedstocks containing an organic binder are required to produce components via injection molding. One advantage of wax-containing binder systems is the possibility of multi-stage debinding. Paraffin, for example, can be dissolved very well in an isopropanol bath. Residual organics are then burnt out thermally. This multi-stage debinding allows converting higher wall thicknesses, such as those found in a turbine wheel. Furthermore, these feedstock formulations are suited for long flow paths and combinations of thin and thick areas.
Ceramic injection molding therefore allows the manufacturing of near-net-shaped components with a high degree of material efficiency compared with green machining.
In addition to air debinding processes, Fraunhofer IKTS is working on more efficient combined firing processes, which in the case of silicon nitride are carried out under nitrogen. Using the turbine wheel geometry, the team was able to demonstrate that large differences in wall thickness can be realized in a combined debinding of extraction and thermal decomposition. Typically, silicon nitride materials are sintered at above 1800 °C and at a very high superimposed gas pressure of 50 bar in a nitrogen atmosphere to enable complete densification. Even at lower process pressures of 20 bar and temperatures of 1750 °C, the sintered components showed good material qualities. In the future this will allow for larger or more economical furnaces for series production.
Until now, the high costs of manufacturing silicon nitride components have been one of the obstacles preventing the wider use of the material. Thanks to favorable production costs, new fields of application can be addressed that were previously inaccessible due to the cost structure. Project “FlexHY” was funded by the Federal Ministry of Economy and Climate Action (BMWK), funding code: 19I21003G.