 Fraunhofer Institute for Ceramic Technologies and Systems IKTS
Fraunhofer Institute for Ceramic Technologies and Systems IKTS
Reject-free forming with optical inline monitoring
Current research
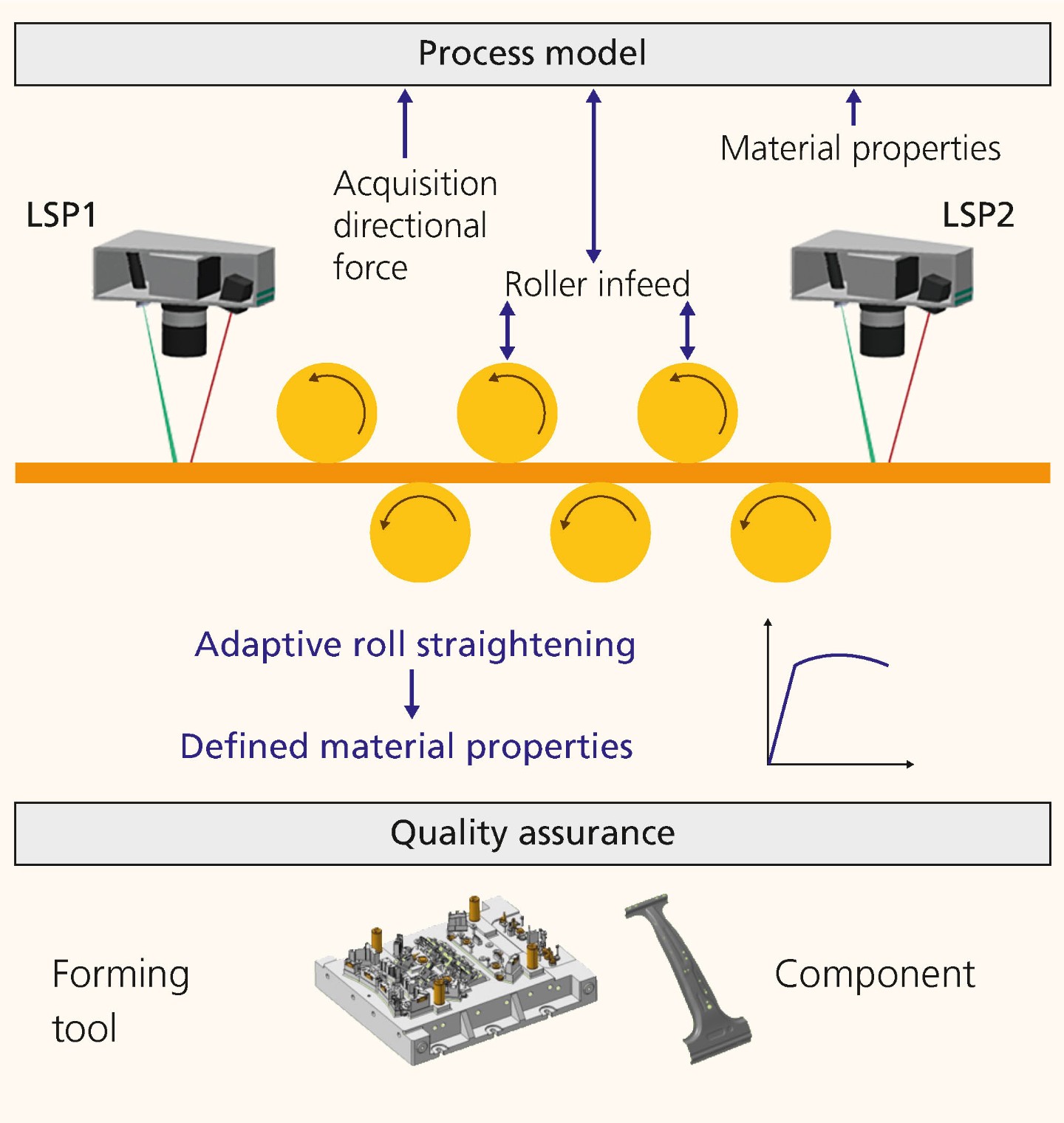
OptiForm - concept for the reduction of rejects.
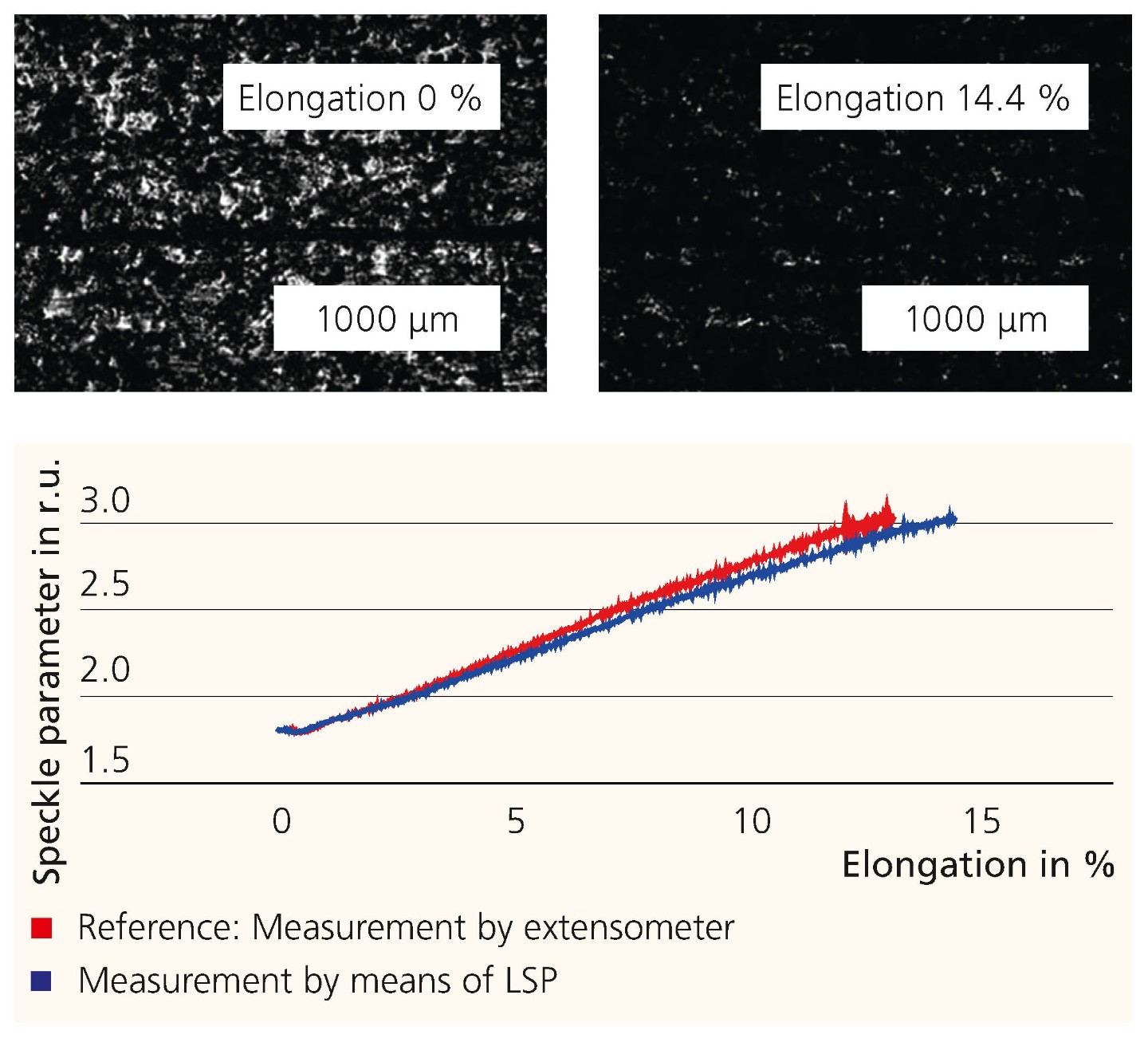
Calibration in the tensile test.
A significant proportion of the rejects in sheet metal forming occur due to batch-dependent fluctuations in material properties. This could be reduced with a time-consuming, manual setup of the processes or a cost-intensive integration of sensors and actuators into the forming tools. Despite these measures, reject rates of up to 15 % remain, resulting in costs of about 300,000 euros per tool.
The “OptiForm” project aims to reduce the material-related waste to 0 %, thus making a significant contribution to achieving the global sustainability goals around production and consumption.
Adjustment of material parameters before forming
The novel approach focuses on the fluctuating material parameters. These are to be specifically adjusted in the roll straightening process upstream of the forming process. This adjustment is based on an in-process recording of the material properties by means of Laser Speckle Photometry (LSP) and model-based control of the roll straightening process (Figure 1). The cost-intensive integration of sensors and actuators in the forming tools can thus be avoided.
r the detection and targeted adjustment of the material condition in the roll leveling process, LSP is being further developed and implemented as a prototype in a roll leveler available at Fraunhofer IWU. The LSP method is used for the optical determination of plastic deformation by analyzing speckle patterns. This provides information on the component condition, such as roughness and elongation.
Demonstrator shows suitability
In first trials, LSP was calibrated on thin metal sheets. The evaluation of the elongation using the speckle pattern in a tensile test showed a good agreement with the values determined experimentally using an extensometer (Figure 2). This is a prerequisite for the next step, in which LSP will be integrated into the forming process at strip speeds of up to 5 m/min.
The authors acknowledge the support of the Fraunhofer-Gesellschaft for the “OptiForm” project within the framework of the program “Schnelle Mittelstandsorientierte Eigenforschung SME 2022” (“Fast SME-oriented in-house research SME 2022”).